

 概述
概述
首鋼國際工程公司工業爐事業部是中國優秀的從事鋼鐵行業熱工領域節能減排、環保技術和工程設計、產品開發及工程總承包的技術服務商,在大型板坯/方坯加熱爐、特種鋼加熱爐、高溫硅鋼加熱爐、取向硅鋼電磁感應加熱爐、取向硅鋼高溫環形退火爐、高端硅鋼熱處理項目連續退火機組漂浮式干燥爐、大型環形加熱爐、臺車式熱處理爐以及輥底式熱處理爐等爐窯方面形成了獨特的技術優勢和豐富的管理經驗。首鋼國際工程公司工業爐事業部以領先的技術為基礎、優質的產品為保證、顧客的滿意為目標,將專業化技術服務貫穿于項目建設的全過程,最終和客戶實現共贏。
典型工程
一、某鋼廠取向電工鋼高溫環形退火爐

設備功能:取向電工鋼高溫退火,完成二次再結晶與鋼質凈化,形成硅酸鎂底層。
技術特點:
熱量精準分配確保爐溫±3℃內;
高效冷卻使鋼卷出爐溫度低于300℃;
臺車定位精度±5mm以內;
保護氣精準控制實現氮氫小流量穩定供應;
分級燃燒與脫硝技術將氮氧化物排放控制在15mg/m³以下。
二、某鋼廠取向電工鋼高溫罩式退火爐

設備功能:用于取向硅鋼高溫退火,在保護氣氛中完成二次再結晶,形成具有磁化優勢的晶粒結構。
技術特點:
采用電加熱,綠色低碳;
實現高精度溫度和氣氛控制;
匹配產線節奏,支持柔性生產;
適合小批量訂單,優化退火工藝與溫度曲線;
探索并優化退火工藝與溫度曲線;
三、某鋼廠極薄帶自粘結涂層干燥漂浮爐

設備功能:基于氣體動力學原理,設備實現自粘結涂層極薄電工鋼的漂浮、輸送與干燥燒結。
技術特點:
短波紅外輻射干燥技術,定向加熱快速蒸發水分子;
循環風噴射干燥技術,溫度精準控制在±1℃以內;
獨特流場設計的漂浮器確保帶鋼爐內穩定漂浮;
全電加熱系統,綠色低碳,無廢氣排放。
四、某鋼廠新能源高牌號無取向硅鋼涂層漂浮式干燥爐

設備功能:采用氣流精準輸送帶鋼,實現連續穩定漂浮、加熱與冷卻,滿足涂層干燥工藝需求。
技術特點:
均勻對流換熱,高效干燥;
無輥接觸,保障表面質量;
獨特流場設計,穩定懸浮;
脈沖控制燃燒,爐溫均勻±5℃
五、首鋼順義冷軋公司大型鍍鋅及連退立式爐升級改造項目

設備功能: 用于帶鋼退火處理,消除應力、優化性能并提升表面質量。
技術特點:
采用立式退火爐設計,布局緊湊且連續高效
全輻射管分區加熱與精準溫控確保溫度均勻
先進自動化系統實現參數精確調控與實時監測,保障生產穩定可靠
六、首鋼股份公司2160熱軋產線270t/h板坯加熱爐

設備功能: 將鋼坯加熱至1000℃-1300℃,提升塑性、降低能耗。
技術特點:
提供多種燃燒系統
采用富氧與超低NOx燃燒技術,實現節能降碳;
L1+L2控制模式確保智能化運行
液壓階梯回收系統節能50%以上
精確燃燒控制減少燒損,溫差≤20℃
余熱回收提高能效
七、首鋼京唐公司MCCR薄板坯連鑄連軋隧道爐

技術特點:
提供薄板坯連鑄連軋用單線或雙線隧道爐;
配備有專利技術的爐輥;
采用脈沖控制系統;
提供L1+L2控制模式,跟蹤穩定,溫控精確高;
提供從設計、控制到操作的全套節能技術和手段。
八、首鋼京唐公司中厚板產線熱處理爐

設備功能: 用于中厚板軋制后的加熱、保溫與冷卻,適應多種熱處理工藝需求。
技術特點:
提供保護或明火氣氛熱處理爐
燃燒設備溫度均勻,爐溫脈沖控制精準
L1+L2模式實現全流程智能化操作,節能技術貫穿始終
低溫回火采用風循環方案,±3℃精確控溫
配備梯級余熱利用系統,綠色低碳
九、首鋼京唐公司中厚板產線加熱爐煙氣脫硝及余熱回收一體化項目

技術特點:
在空煤氣雙預熱軋鋼加熱爐上應用SCR工藝進行煙氣脫硝,氮氧化物處理效果顯著,處理后煙氣中氮氧化物含量≤40mg/m3。
創新性的在加熱爐同時增設煙氣脫硝系統和余熱回收系統。即有效的處理煙氣中氮氧化物,又有效回收了煙氣中的余熱。
通過合理設計排煙管路,保證原加熱爐排煙系統,脫銷系統和余熱回收系統按優先級運行,互不影響。通過保留原排煙系統,在脫銷及余熱系統故障時,加熱爐可以正常生產、排煙;通過增加了一條余熱系統旁路,保證了脫銷系統的單獨、穩定運行,不受余熱系統啟停制
在集成國內外余熱利用先進技術的基礎上,采用不同的余熱利用技術與方案,并形成工業爐的專有技術。在原加熱爐排煙系統的空氣預熱器和煤氣預熱器后,再增設兩級蒸發器,使煙氣溫度由約300°C進一步降低到約150°C,回收的煙氣余熱單臺加熱爐多產生蒸汽約6t/h。該項技術取得國家發明專利,專利號:ZL20182007879.2。
研發應用“三沖量”控制技術。確保汽包、除氧器液位、壓力、溫度精準控制,做到無人值守,降低工人勞動強度,提高企業勞產率。
十、首鋼京唐司熱軋作業部1580mm產線1號加熱爐綜合節能改造項目

技術特點:
在大型板坯加熱爐預熱段、一加熱段、二加熱段、下均熱段采用新型低NOx脈沖燒嘴側向供熱,采用“雙交叉限幅+數字化脈沖”組合式燃燒控制技術,提高鋼坯加熱質量,降低氧化燒損,提高成材率,靈活適用軋制工藝要求。
均熱段左、右分區控制技術。上均熱段采用新型低NOx平焰燒嘴供熱,分為左、右兩個溫度區,采用常規雙交叉限幅比例燃燒控制,結合均熱下脈沖燃燒控制段的左右燃燒時間控制,可精準控制出爐板坯頭、尾溫度,靈活適用軋制工藝需求。
煙氣余熱梯級動態回收技術。為了更好的回收排煙煙氣中包含的這部分熱量,在大型板坯加熱爐采用“爐內水梁汽化冷卻+空、煤氣換熱器預熱+余熱鍋爐”組合式煙氣余熱梯級動態回收技術,在實現鋼坯冷、熱混裝以及不同鋼種加熱工藝制度的同時,大幅度提高煙氣余熱回收率,燃料節約率達10%。
“智能化”控制系統。對1#、2#爐一、二級自動進行整體“數智化”升級改造,對裝料方式、燃燒方式、控制方式、熱電偶布置方式和燒嘴布置方式等進行更改,達到近“零”值守操作運行。
十一、包鋼軌梁廠1#線加熱爐超低排放改造項目EPC總包工程

技術特點:
研發應用首鋼工程公司專利產品(專利號:專利號:ZL202221150599.3):多流股分級燃燒長火焰超低NOx調焰燒嘴,火焰長度達到6m以上,實現加熱爐側部燒嘴數量由64個優化到32個降低工程投資的同時,燒嘴周圍操作空間寬敞;
研發應用首鋼工程公司專利產品(專利號:專利號:ZL202221150599.3):多流股分級燃燒長火焰超低NOx調焰燒嘴,實現燃燒過程“分級、貧氧、彌散、多流股卷吸煙氣”燃燒,燃燒過程無明顯火焰高溫區, 實現煙氣NOx排放﹤80mg/Nm3;
采用固定床干法脫硫工藝,實現煙氣SO2排放﹤10mg/Nm3;
十二、首鋼長鋼型鋼加熱爐大修改造工程

技術特點:
研發應用首鋼工程公司專利產品(專利號:專利號:ZL202221150599.3):多流股分級燃燒長火焰超低NOx調焰燒嘴,實現燃燒過程“分級、貧氧、彌散、多流股卷吸煙氣”燃燒,燃燒過程無明顯火焰高溫區, 實現煙氣NOx排放﹤80mg/Nm3;
應用“數字化脈沖”燃燒控制技術,在加熱爐品種變換以及冷、熱裝變換時,靈活調整供熱制度。
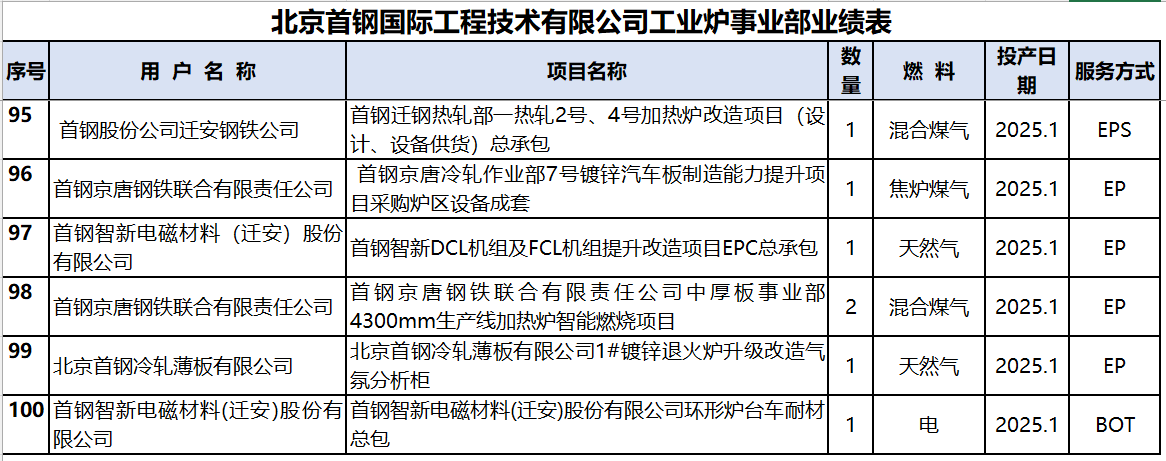
工程業績
聯系方式
陳國海:15810581998,010-88298721
江 波: 13381051075,010-88298715
